

Brazing Techniques
- How to use a brazing flux
-
How to apply the flux
Flux Form - Premixed
It is recommended that flux should be applied as a paste to the parts to be joined.Paste or Powder?
Powders can be made into pastes by stirring in water until the mixture has the consistency of thick cream. A few drops of liquid detergent added to the mixture will often improve the wetting of flux onto clean parent metals.The flux should be applied to both joint surfaces before assembly. Application of flux after assembly places great demands on the fluidity of the molten flux and its ability to penetrate capillary joints.
Brushing
Brushing is an effective method of applying a thin film of paste to the joint itself and to surrounding component surfaces.Dipping
Brazing flux may be applied by dipping one or more components of an assembly into a container of flux. This is most effective with a paste of a thin consistency.Automatic Application
Automatic application of flux is possible and can be used for mass production; contact us for more information.Hot Rodding
This is a technique in which a warm brazing rod is dipped into flux powder and the flux adhering to the rod is transferred to the joint area. This is an effective fluxing method but difficult to achieve good penetration of capillary joints. A refinement on this technique is the use of flux coated brazing rods.
Why use a flux?
A molten brazing filler metal will only wet and flow over a parent metal if both are substantially free of surface oxide. Simply removing surface oxide before brazing is not effective, since a new oxide layer is rapidly formed on heating. To achieve an oxide free surface, it is necessary either to:
- Remove oxide as it is formed by the use of a suitable brazing flux.
- Prevent oxidation during brazing by heating in a protective atmosphere or vacuum.
- Use a self-fluxing brazing alloy - only applicable when brazing copper to copper.
Brazing fluxes are only designed to remove oxide films. Where other contaminants such as oil, paint and lacquer are present these should be removed before brazing, using either mechanical or chemical methods.
Factors which affect how a flux works
The ability of any flux to perform satisfactorily during a brazing operation will depend on the brazing temperature and time, the parent metals, and the volume of flux applied.
The effect of temperature on how a flux works
To be effective the flux must be both molten and active before the brazing alloy melts, and it must remain active until the brazing alloy flows through the joint and solidifies on cooling. The working ranges of our brazing fluxes are indicated in the products section of this site. It is good practice to select a flux which is active at least 50deg; below the solidus of the brazing alloy and which is still active at a temperature at least 50°C above the liquidus of the brazing alloy. This will ensure that the flux is effective during the brazing operation.
The effect of time on how a flux works
The flux has to remove the oxides on the component and must continue to remove fresh oxide until the completion of the brazing cycle. There is a limit to the amount of oxide that the flux can dissolve. The longer the heating cycle the more likely it is that the flux will become exhausted and the residues and components will exhibit a blackened appearance. There is no fixed time for which a flux will be effective since this is dependent on the operating temperature and the type of parent metal. With long heating cycles flux exhaustion may occur and the use of flux with a higher working range would be recommended.
For short rapid heating cycles it may be possible to use a flux above its recommended maximum working temperature.
The effect of parent metals on how a flux works
Our fluxes are suitable for use on copper, brass, mild steel and most other common engineering materials.
Special purpose fluxes exist for aluminium bronze, stainless steel, tungsten, molybdenum and tungsten carbide. Silver brazing fluxes are not effective on aluminium, magnesium, titanium or their alloys.
The effect of flux volume on how a flux works
The volume of flux required will vary depending on the nature of the application. Usually it is sufficient to coat the joint faces and the surrounding component surfaces with a layer of paste using a brush. Using an excess of flux is in no way detrimental to the quality of the brazed joint, and can assist flux removal. Application of flux to surfaces away from the joint helps to prevent oxidation of the components. The use of too little flux can lead to flux exhaustion resulting in unsound brazed joints. It is always best to use too much rather than too little flux.
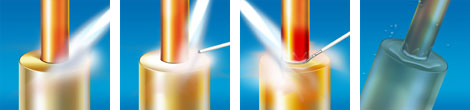
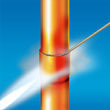
The stages of heating flux to brazing temperatures
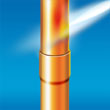
The flux becomes white and solidifies as the water is driven off:

The flux becomes clear and watery as it approaches brazing temperature:

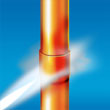
The flux protects the component from oxidation as the brazing alloy flows:

-
- How to use a flux coated rod
-
Why and when to use a Flux Coated Rod
Flux coated rods combine flux and brazing filler metal in a single convenient form. Flux coated rods offer several advantages, including:
- Reducing brazing times, particularly in production brazing.
- Ensuring the correct type and amount of flux is used every time.
- Reduce the amount of handling of flux chemicals by operators.
Flux coated rods are suitable for use on joints where limited joint penetration of the filler metal into the gap is required. For full flow of the filler metal into a longer capillary gap fluxing the joint before brazing is recommended.
Brazing Technique with Flux Coated Rods
As the joint is heated the flux coated rod should be touched or wiped onto the joint area. This will apply some flux and protect the component from oxidation as the joint approaches brazing temperature.
At brazing temperature the now bare end of the rod should again be touched onto the joint and held in position if the alloy begins to flow.
Turning the rod between the fingers will ensure that the flux melts off the rod and onto the component evenly.
Avoid heating the rod directly with the torch flame as this will melt the flux off the rod leaving no flux available for the next joint.
Heat evenly to brazing temperature. Feed the bare end of the flux coated rod into the joint whilst heating the component evenly.
Flux residues must be completely removed by soaking in warm water for about 30 minutes.
-
- How to use a copper-phosphorus brazing rod
-
When joining copper to copper no flux is required. Heat the inserted component first then heat evenly.
Transfer the flame to heat all around the base of the socket.
When the components are a dull cherry red colour touch the rod onto the joint.
Use the heat from the torch to pull the filler metal into and around the joint. Cool in air after brazing.

-
- How to use brazing and soldering paste
Dispensing and Positioning of Paste
The use of paste requires different techniques and general practices to those employed for other forms of brazing or soldering consumables. The basic principles always apply:
- Joint design with a close capillary gap
- Degreasing of parent metals
- Correct heating technique
- Residue removal
- Safety requirements.
Location of Paste Deposits
Whilst no particular joint design is excluded from brazing or soldering with paste, the suitability of a component is dependent on there being a place to deposit the required amount of paste. Ideally the component should have a shoulder or ledge on which the deposit of paste can be adequately supported.
The following general principles give guidance on the location of paste deposits:
- Wherever possible components should be assembled and the paste applied externally and as near to the mouth of the joint as possible.
- Placing of paste within the joint should be avoided because the binder may not burn off completely. This will restrict the flow of flux and alloy and could increase porosity in the joint.
- If the component does not have a convenient shoulder or ledge on which to support a paste deposit, then it should be applied above the joint. Any movement of the deposit during heating can be controlled to direct the flux and alloy flow towards the mouth of the joint. In this case a flux binder system with minimal slump characteristics will be prescribed.
Dispensing of Paste onto Components
A major advantage of using a paste is that it can be dispensed in accurate and controlled volumes, ensuring that a particular joint receives the same amount of paste on each application.
Paste is often supplied in cartridges, which can be fitted to accurate air operated dispensing machines. Where larger volumes of paste are required a reservoir connected to a paste gun can be used. Paste can be supplied in hand cartridges for manual dispensing although this reduces the close control over paste volumes achieved with even the most basic dispenser.
Paste can be specially formulated so as to enable it to be applied to a component in a number of different ways. Contact us about the most suitable method for dispensing paste onto a particular component; we can then formulate the paste accordingly.
The Size and Shape of Paste Deposits
The shape and design of the component govern the size and placement of the paste deposit. It is often possible to calculate an approximate amount of paste required per joint. However, in most cases a simple production test will quickly establish the correct amount to use.
For automatic dispensing the following points should be considered:
- If possible paste should be applied as a single deposit. This method needs the minimum of dispensing equipment and the least time spent on the dispensing operation.
- On long joints it may be necessary to apply more than one paste deposit. This increases the area covered by flux and alloy and is advisable particularly if the alloy is not free flowing.
- Paste can be applied as a number of dots, or as a continuous stripe. On bigger components, with a limited shoulder to support a single large paste deposit, a series of dots or a stripe may be necessary to provide sufficient paste to complete the brazed joint. In applications such as this, movement of either the dispensing nozzle or the component itself may be required during paste application.
Heating Methods for Brazing and Soldering Paste

Our paste products can be used successfully with most of the standard heating methods.
Fixed Burners
With fixed burners the requirement for operator skill and experience can be overcome and a correct, reproducible heat pattern can be found for most components.
Ranges of burners are available using a variety of fuels from gas/air through to oxygen/gas systems. The final choice of fuel is usually based on availability together with the size of the components and required production rates.
Fixed burners can be used as simple arrangements of single or double burners, on basic shuttle machines or on rotary indexing machines. The burners and heating cycles can ultimately be controlled electronically.
Furnace Heating
Pastes can be formulated to suit the requirements of most furnace brazing or soldering applications.
Furnace heating is widely used for brazing. It uses a reducing atmosphere or vacuum to remove or break up surface oxides and prevent their formation during the brazing process. Furnace brazing is usually a flux free operation. If the oxides present on the parent metals are particularly difficult to reduce then a small amount of flux may be added to the paste to improve cleaning and wetting of the molten alloy.
During furnace brazing the whole component will reach brazing temperature. Pre-placement of the filler metal prior to heating is required. For this reason the position of the paste deposit and its properties are particularly important.
Induction Heating
Brazing and soldering pastes are widely used with this heating technique. It provides quick and easily controlled heating. Occasionally rapid heating of the component may cause the paste to move or spit due to vaporisation of the binder. This can be overcome by moderating the power input or modifying the design of the induction coil.
Once conditions are set, induction offers an efficient heating method, which gives a heat pattern well suited to paste products.
Resistance Heating
Brazing and soldering pastes work well with resistance heating methods. Resistance heating with a separate filler metal and flux can cause problems because the flux acts as an insulator. With paste this is largely overcome because the finely divided powder offers a conductive path through the flux.
Pastes with a high metal content are specified in conjunction with a flux that becomes active very quickly since the fast heating rate reduces the time for the flux to be effective on the parent metals.
Hand Torch
Paste is suitable for heating by hand torch. Operators experienced in brazing or soldering with separate rod and flux will need to modify their brazing technique when using paste.
When hand torch brazing the operator will normally heat the joint area directly with the flame to reach brazing temperature as quickly as possible. Pastes should be heated indirectly rather than with the full torch flame. This is because the deposit if heated directly, will reach brazing temperatures long before the parent metals. In this case the flux in the paste will not have sufficient time to clean the parent metals and the molten filler metal alloy will not wet out onto the joint area. In the worst case the molten filler metal may ball up and roll away from the joint.
Heating the paste indirectly will allow the paste deposit to reach the correct temperature at the same rate as the rest of the component. In this case the flux will function correctly. The overall heat pattern should ensure that a temperature gradient exists in the joint area so that flux and molten filler metal alloy will flow into the joint.
Heating Brazing Paste
The behaviour and flow characteristics of a brazing paste when heated will depend upon its formulation, whether it contains flux and the heating method being used. A typical fluxed paste for brazing in air with a silver brazing filler metal based around the 'B1' binder system will go through the following stages:
- On initial heating the paste deposit will increase in size. During this early stage of heating the paste deposit should be heated slowly and indirectly to cause it to 'set'. Heating it too rapidly or directly at this stage can cause it to 'explode' or spit. Slow controlled heating is especially important if the paste has been hung on a vertical surface.
- With further heating, the paste will either start to smoke significantly, or if a flame is present will ignite. Where ignition of the paste does not occur, for example when using RF induction or resistance heating, local exhaust ventilation should be used to remove the fume from the working environment.
- As the heating continues the paste's appearance will change from a shiny, glossy deposit, to a dull, dry one. The binder has now been lost from the paste which has become 'set'. Once 'set' it is stable and can be subjected to a more rapid rate of heating.
- Next the flux starts to melt, 'wetting' the parent metals and reducing surface oxides on them. Initially this takes place locally around the base of the paste deposit. As the temperature continues to increase the flux becomes more fluid, spreading out and flowing into the capillary gap present within the joint.
- Finally, as more heat is applied the filler metal will begin to melt and then flow completely. The rate of heating at this stage needs to be sufficient to prevent liquidation of the filler metal. This is where the filler metal only partially melts leaving behind a skull of solid material and resulting in a joint that is only partially filled.
Brazing pastes can be supplied that exhibit different characteristics to these during the heating cycle. Both the binder and the flux in a paste can be changed or modified to match the needs of a particular brazing job. For example binder systems can be supplied that collapse and spread onto a component where paste is needed over a large area.
Removal of Brazing Paste Residues after Heating
The flux residues of brazing pastes are corrosive and therefore their removal after brazing is essential. They are similar to those generated in other brazing operations and may be removed by the same methods - soaking in hot water (> 40deg;C for 30 minutes), soaking in 10% sulphuric acid or by mechanical removal (e.g. grit blasting). The method should depend on the type of flux present. Brazing pastes often leave a 'footprint' or mark on the component that is difficult to remove after brazing.
For advice on the best method of removing the flux residues please contact us.
Heating Soldering Paste
Solder Pastes are formulated around totally different binder systems and flux types to those used for brazing and they therefore react completely differently to brazing pastes when heated:
- All solder paste when heated initially will exhibit some slump depending upon its formulation. With further heating the deposit may bubble and heave (foam) and begin to smoke. Local exhaust ventilation to remove the smoke from the working environment should be used. If heated too rapidly the paste deposit can boil and spit. Gentle, indirect heating of solder paste is recommended throughout the soldering process. For this reason hot air heating is a very good method for use with solder pastes.
- With most binder systems the flux spreads and flows as the soldering paste slumps during heating. It becomes more fluid as the temperature is increased and should remain colourless throughout the soldering operation. If the flux starts to go brown it is an indication that either it is beginning to become exhausted or that the paste has been overheated.
- As the solder alloy within the paste begins to melt, the flux is displaced from the joint and floats on top of the molten solder. Fluxes and solders will always flow to the hottest point of a joint and further flow of the solder, into, along or around the joint can be encouraged by creating a thermal gradient across it. The temperature should not be increased too much as this could induce flux exhaustion and the generation of fume.
- If the solder fails to wet and flow as required or forms a molten 'ball' then this is an indication that the flux has not been able to remove the oxides present on the surface of the parent materials. This could be due to exposing the paste deposit to too high a temperature or exhausting the flux before the filler metal becomes molten. Alternatively an inappropriate fluxed binder system was selected for the application.
Removal of Soldering Paste Residues after Heating
Flux residues from soldering paste are classified as non-corrosive, intermediate or corrosive. Non-corrosive residues may be left on the completed joint. Intermediate or corrosive flux residues should be fully removed. Warm water, mildly alkaline solution, or in the case of rosin based flux residues an organic solvent, should be used.
For advice on the best method of removing the flux residues please contact us.
Storing and Shelf Life
Brazing and soft soldering pastes have limited shelf life and strict stock rotation should be exercised during their storage. The binder system and the filler metal powder can separate and the paste may dry out during storage. Separation or drying out of a paste is more likely if the product is not stored correctly.
Storage Temperature
Braze and soft solder pastes should not be stored below °C or above 2°C. The ideal storage temperature for pastes is between 10 and 1°C.The viscosity of brazing and soft solder pastes is affected by temperature. They are designed for use between 18 and 24°C (Viscosity measurements are taken during production at 20°C).
If subjected to temperatures below 1°C the paste viscosity will increase making dispensing more difficult. If stored at temperatures above 2°C the paste will become very fluid and may separate and dry out. It is therefore recommended that pastes should be withdrawn from the storage facility some time before use and placed in the workshop environment to obtain a normal working temperature.
Storing at temperatures below °C can result in damaging the products irreparably.
Dried out Pastes
Pastes that have dried out and cannot be dispensed should not be reconstituted. Dedicated binder system thinners with specific properties are used to thin pastes in production to the correct working viscosity. Any attempt to reconstitute a product is unlikely to result in a paste that will function effectively.Storage Conditions
Paste should ideally be stored in cool dry conditions away from direct sunlight and other sources of heat.
Pastes supplied in buckets or pots should be stored in closed containers and stood with the lid upper most.
Pastes supplied in machine cartridges or hand syringes should be stored standing up in racks with the 'follower plug' upper most and the nozzle facing down. Storing cartridges / syringes on their side can result in separation of the paste.
The shelf life of braze and soft solder pastes will be affected by the type of binder system used to formulate the paste, the storage temperature, exposure to the air and the container size.Pastes should only be considered unusable if they have dried out such that they cannot be dispensed easily and correctly or show signs of binder separation.
- Machine cartridges and hand syringes: under ideal storage conditions pastes supplied in 100g cartridges / syringes will have a minimum shelf life of a minimum of 3 months. A reduced life might be expected for small sized cartridges containing up to 10g and extended life for cartridges containing 500 to 1000g, but this will be dependent upon the storage conditions.
- Buckets and pots: for paste supplied in buckets and pots a minimum shelf life of around six months can be expected under ideal storage conditions.
As many pastes are thixotropic it is recommended that they be stirred before use. This reduces their viscosity, making it easier to dispense them. Pastes should be allowed to reach normal working temperature before being stirred.
Some separation of the thinners and binder system may occur when a paste is stored. Generally the separated liquid can be readily reincorporated into the paste by stirring it. If this does not bring the paste back to a suitable consistency then it is an indication that it has dried or settled out in storage and should be replaced.
Extending the Normal Shelf Life
Storing paste in a refrigerator between 5 and 10deg;C will extend the shelf life by several months over that which could normally be expected, whether supplied in buckets, pots, cartridges or syringes. As previously indicated where paste is stored at low temperature it should be allowed to attain normal working temperature before stirring and subsequent use.
Equipment for Dispensing a Brazing or Soldering Paste
 We offer two standard forms of paste applicator systems.
We offer two standard forms of paste applicator systems.With Dispensing Kit
Our applicator system kit can be operated from a hand or foot control to provide timed or continuous paste deposits. The kit comes complete with a variety of needles, an airline, 10cc and 30cc cartridges, cartridge adaptors and a foot control pedal. This system is ideal for precise deposits, dots, stripes or multiple deposits.
The air pressure can be controlled and the pasting function can be timed to provide the correct deposit of paste for each application.

With Reservoir and Gun
Our paste reservoir can be used for volume paste dispensing applications controlled by a control box and using the paste gun. It can be used as a cartridge-filling device by making some modifications. This is useful for applications where many cartridges are used and filling them by hand is not suitable.
The standard reservoir holds approximately 5kg. The paste is kept under pressure and is dispensed down a tube to the gun. The paste gun is often mounted onto pneumatic slides or a clamp stand to enable the paste to be brought into contact with the components to be joined. The paste guns can be modified to give several nozzles from which multiple deposits of paste can be made. The stroke length on the gun can be altered, as can the time settings to control paste deposits.
Other forms of non-standard paste equipment or packaging are also available; please discuss this with our technical sales team.
Brazing Machines for Automation or Semi-Automation of the Joining Process

We do not manufacture brazing or soldering machines of any type. A variety of options are available and most heating methods can be adapted for increased productivity and varying degrees of automation.
Our technical sales team is able to discuss options and offer impartial advice on the type of system that would best suit all the parameters of each application.
We recommend fully discussing the joining parameters with us before buying a machine or furnace and that trials are undertaken to prove the compatibility of the machine, its heating method and paste process.
Johnson Matthey represents Mahler GmbH in the UK. Mahler GmbH manufactures continuous reducing atmosphere furnaces for brazing and annealing.
Some Guidelines for Using Pastes
Joint Design
- Design joints so that there is a ledge or shoulder to place the paste deposit on.
- Remember that for sandwich style joints a foil may be a better option.
Dispensing
- Do not spread paste on a joint, position it at the mouth of the joint.
- Stir paste before use especially if the paste is over six to nine months old.
- Do not put the pressure up much above 30psi. Excessive pressure could cause the paste to break down or block the nozzle.
- The ideal pressure range is 20-30psi.
- Remember that there will be a pressure drop if dispensing paste through a long tube - this could make dispensing more difficult.
- Use a needle or nozzle large enough for the grade of paste. Nozzles should be at least four to five times larger in diameter than the maximum powder particle size.
Heating
- Do not heat the paste deposit directly with a flame. Heat the component if possible. Direct heating could result in the paste deposit being blown away or the flux being exhausted.
- Expect fumes from the binder when heating with induction or resistance equipment.
- Please read the health and safety data sheets before using any brazing or soldering products.
Automating the Process
- Do not let the process speed determine the brazing time.
- Like most brazing processes there is a need to let the flux do its job before the alloy can flow properly.
- Contact our technical team before buying an automated brazing system. This is to ensure that the system is compatible with paste.
General Information
- If used correctly, on a suitable application, paste can provide cost benefits.
- Be aware that paste products are generally not cheaper than hard form alloy and flux.
- Remember that not all brazing or soldering jobs are suitable for paste; contact one of our technical sales representatives and be prepared to carry out several sets of tests as paste often takes more than one attempt to get right.
- When brazing or soldering paste is used correctly many major manufacturers will testify to the effectiveness and cost savings that they have made.